Что необходимо учесть при проектировании схемы фальцовки инструкции

Эксперт-практик поделился советами касательно проектирования инструкций, которые помогут избежать разногласий между заказчиком и изготовителем полиграфической продукции, а также сократят временные затраты на проектирование.
В начале февраля компания «ПРОМИС» провела бесплатный вебинар, где технолог полиграфического производства Евгений Порушонков рассказал об основных факторах, которые необходимо учитывать при разработке схемы фальцовки инструкции для лекарственных препаратов.
Точность при постановке задачи
Проектирование макета инструкции и конструкции упаковки лекарственного препарата — тесно связанные процессы.
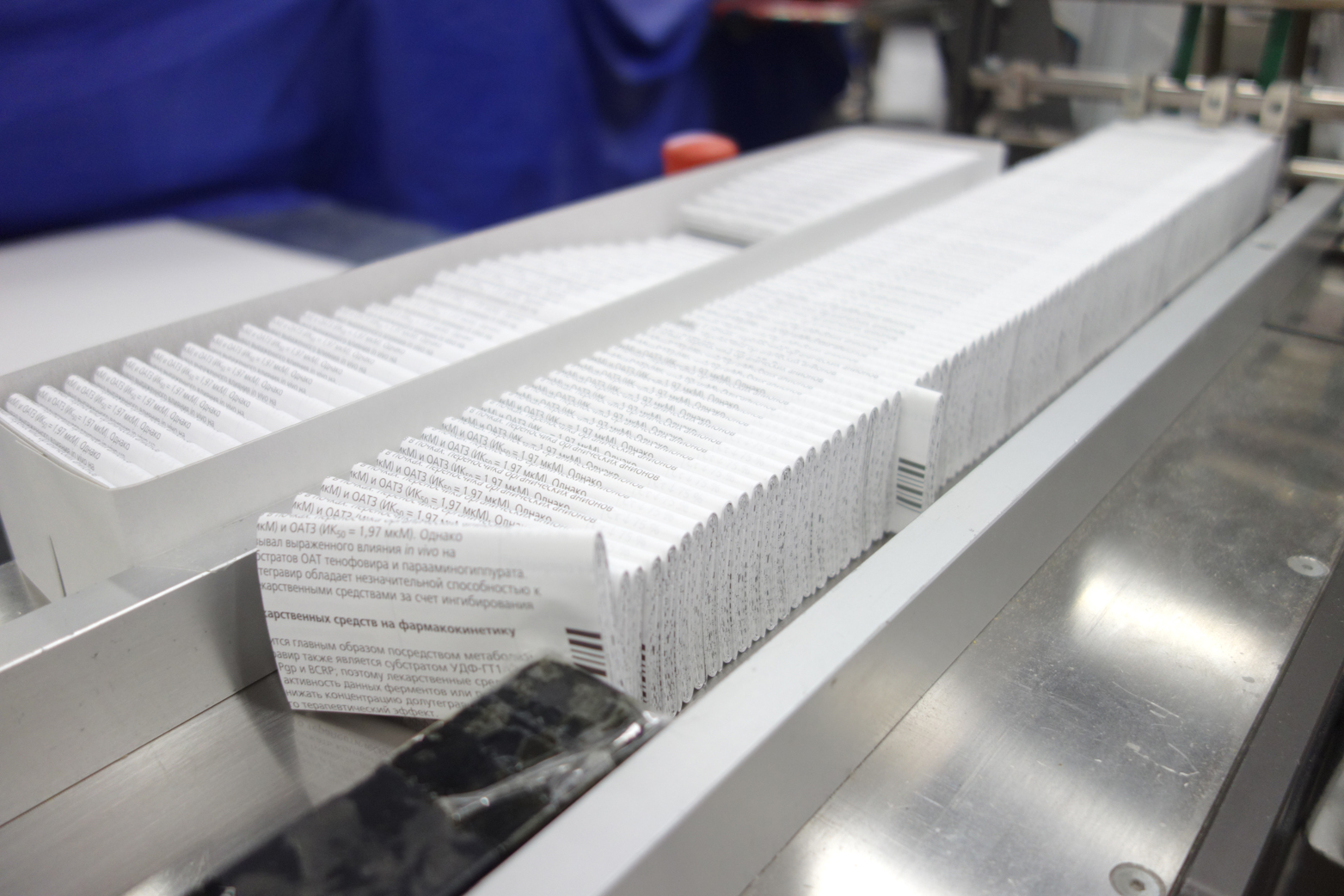
Прежде, чем приступить к конструированию пачки, важно точно рассчитать объем ее содержимого, в том числе и размеры и толщину сфальцованной инструкции, иначе она может не поместиться в упаковку. В этом случае потребуется вносить изменения в макет и/или изменять схему сложения инструкции, чтобы достичь нужных размеров в сложенном виде, а это не всегда возможно. Эти действия приведут к дополнительным затратам и увеличению сроков изготовления.
Чтобы избежать ошибок при печати и фальцевании инструкций подрядчиком, важно корректно сформулировать техзадание. Так, размер инструкции всегда указывается в одном формате: сначала ее ширина, а затем — высота. В том же порядке указываются размеры инструкции в сфальцованном виде. Размеры прописываются с шагом 0,5 мм, что помогает правильно сверстать инструкцию и разложить ее на листе. При расчетах также необходимо учитывать допуски на сложение, иначе финальный размер инструкции может отличаться от ожидаемого.
Направление долевой листа
Большинство полиграфических предприятий требуют, чтобы в техническом задании на печать инструкций (и картонных пачек) было прописано направление долевой. Это отнюдь не прихоть подрядчиков, а производственная необходимость: направление долевой влияет на то, как инструкция будет разложена на листе и сфальцована. Как правило, инструкцию фальцуют перпендикулярно долевой.
Чтобы определить ее направление, не требуются специальное оборудование или особые навыки.
«Есть много несложных тестов, которые позволяют определить направление волокон, — пояснил Евгений Порушонков. — Например, можно вырезать из листа две небольшие полоски по 10-12 сантиметров — с длинной и короткой стороны листа. Если сложить их вместе и взять за короткий край, то на весу одна из полосок будет более-менее удерживать горизонтальное положение, а вторая практически полностью согнется. Это будет означать, что у первой волокна расположены вдоль длинного края, за счет чего ей удается сохранять форму. Кроме того, можно подержать лист бумаги над закипающим чайником и посмотреть, в какую сторону он будет загибаться — долевая волокон расположена вдоль сгиба. Третий простой способ — оторвать кусочек вдоль и поперек листа: при надрыве по долевой край будет более ровным и менее махристым».
Особенности работы фальцевального модуля
Тип модуля GUK, используемый на производстве, напрямую влияет на выбор схемы фальцовки.
«Выбор GUKа прежде всего зависит от первоначального размера инструкции, количества сложений и схемы фальцовки, — рассказал Евгений Порушонков. — В парке компании „Промис“ находятся четыре основных вида машин, способных выполнять качественное фальцевание в широких размерных диапазонах».
Также при проектировании схемы нужно иметь представление о том, как лист будет проходить через валы фальцевального модуля.
Например, при фальцовке по схеме «книжка» внутренняя часть обязательно должна быть немного короче двух внешних. Если все три части будут равными или внутренняя часть будет больше, то она будет заминаться. Если размер внутренней части сильно уменьшить, валы не смогут захватить лист: при таком фальцевании валы должны в определенной точке захватить три толщины листа — в противном случае возникнут трудности с настройкой валов для стабильного захвата, превысятся нормы времени и тех. отходов.
При фальцовке «гармошкой» величина допусков зависит от количества сложений: при наличии более 8 параллельных фальцев допуск указывается в диапазоне ± 1,5 мм. Если при такой схеме предполагается последующее сложение «книжкой», то при верстке необходимо расположить название и фармкоды таким образом, чтобы они остались на внешней стороне сфальцованной инструкции.
Последний пункт относится и к проектированию инструкций с точкой склейки. К слову, это одна из причин, почему при заказе обязательно изготавливаются пробные тиражи. При разработке инструкций с точкой склейки эксперт рекомендует выбирать схему сложения «на пять частей».
Каких схем фальцовки стоит избегать
Эксперт особо отметил, что при проектировании инструкций следует избегать некоторых вариантов сложения, которые могут привести к снижению производительности оборудования. В их числе:
-
Схемы, в которых долевая расположена параллельно первому фальцу или лист складывается по широкой стороне. В этом случае инструкции застревают в валах, из-за чего увеличиваются сроки изготовления, количество тех. отходов, повышается износ оборудования.
-
Схемы с точкой склейки, в которых клей попадает на текстовую область. При таком варианте есть риск, что при раскрытии инструкции верхний слой бумаги оторвется вместе с текстом.
-
«Перекрестный предфальц». При такой схеме неизбежно возникновение морщин при упаковке листов.
Посмотреть полную запись вебинара, а также получить бесплатный материал от экспертов — сравнительную таблицу видов бумаг для инструкций — можно на сайте.
 СПРАВОЧНИК
СПРАВОЧНИК СПРАВОЧНИК
СПРАВОЧНИК СПРАВОЧНИК
СПРАВОЧНИК